


UG编程基础班
|
学习时间:1.5个月 |
基础课学习:机械制图原理、AutoCAD软件学习、UG软件知识、模具理论、分模基础、刀路理论知识.
学习内容:
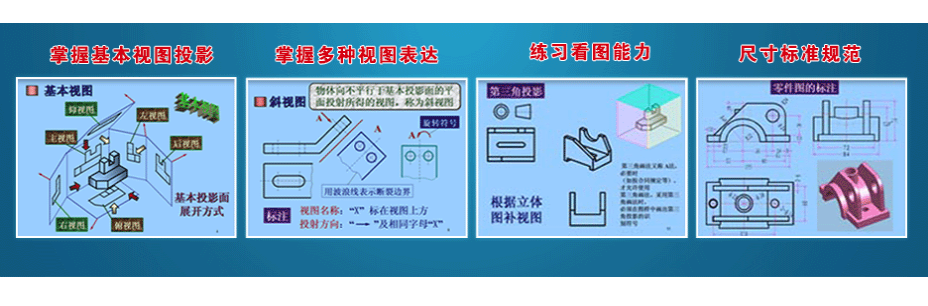
1. 掌握图纸幅面与图框,理解视图,理解表面粗糙度、公差与配合、形位公差相关规则及应用,三视图及其对应关
系、点、面的投影方 法及剖视图、断面图表达方法,第一或第三投影视角识图。
2. 熟练运用AutoCAD绘制各种零件或装配的工程图并完成尺寸标注。
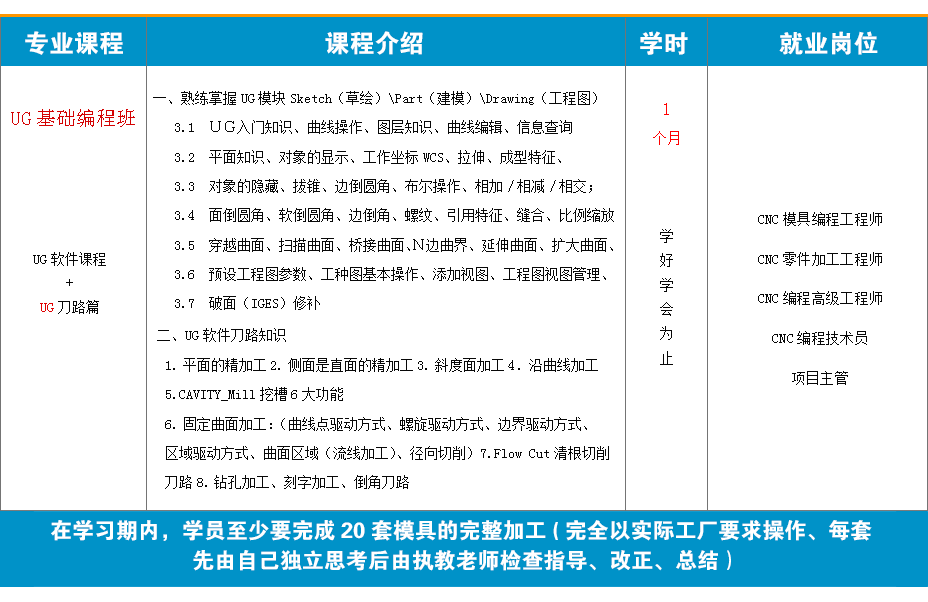
3. 熟练掌握UG中的模块Sketch(草绘)\Part(建模)\Drawing(工程图)\Assembly(装配)应用:
3.1 UG入门知识、曲线操作、图层知识、曲线编辑、信息查询与对象分析;
3.2 平面知识、对象的显示、工作坐标WCS、拉伸、成型特征、孔/台/腔/垫/槽扫描特征和其他特征;
3.3 对象的隐藏、拔锥、边倒圆角、布尔操作、相加/相减/相交;
3.4 面倒圆角、软倒圆角、边倒角、螺纹、引用特征、缝合、比例缩放、修补实体、偏置表面、修剪、分割;
3.5 穿越曲面、扫描曲面、桥接曲面、N边曲界、延伸曲面、扩大曲面、修剪片体、圆角曲面、直接建模;
3.6 预设工程图参数、工种图基本操作、添加视图、工程图视图管理、尺寸标注、符号标注、同种软件不同版本
文档转换;
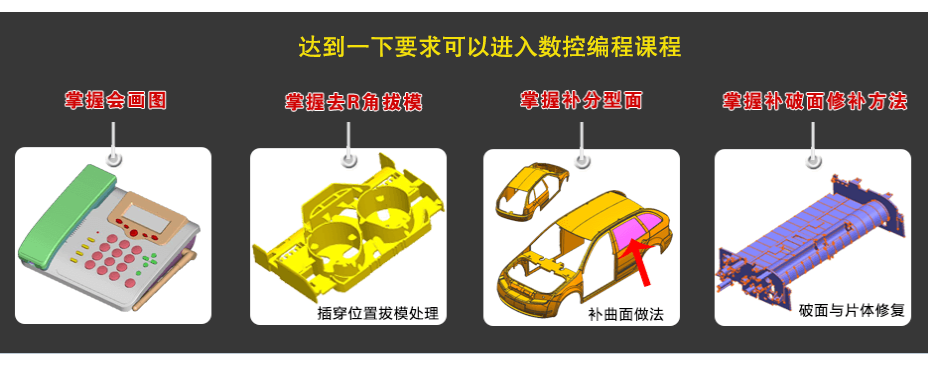
3.7 破面(IGES)修补
主要对各种复杂破面(IGES)修补,目的就是为了让你快速的掌握UG破面修补的方法,经典实例教学从此摆脱枯燥
的概念,从此提高设计水平和设计效率。* 教学截图(破面IGES零件)
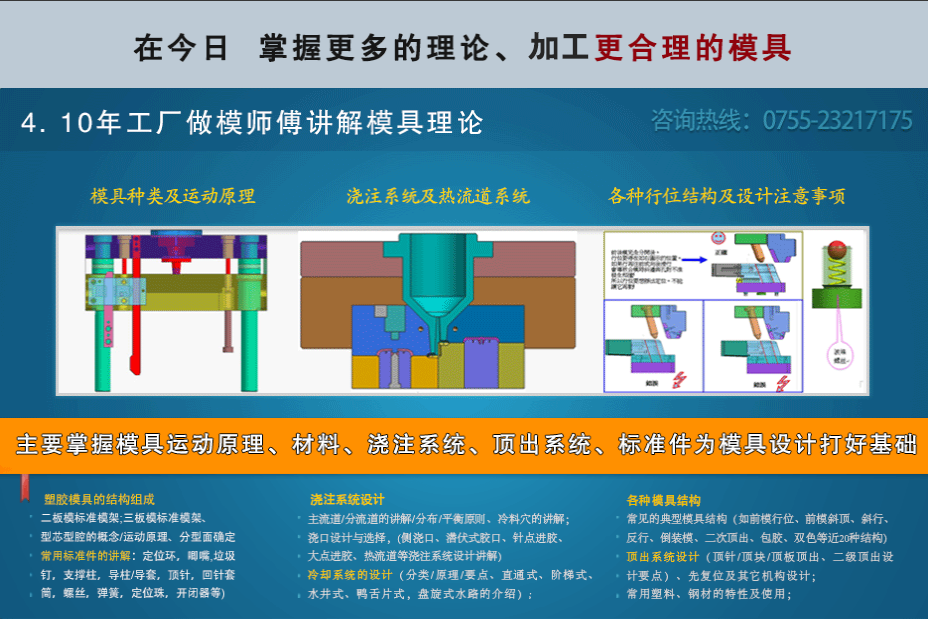
四、模具理论了解知识:
主要是了解模具材料,模具的装配位,模仁分型面、胶位面、碰穿、插穿面的认识为UG编程打好基础
4.1 塑胶模具的分类、塑胶模具的结构组成、二板模的标准模架;三板模的标准模架、型芯型腔的概念/运动原理、型芯的分类/结
构、分型面确定;
4.2 常用标准件的讲解:(定位环,唧嘴,垃圾钉,支撑柱,导柱/导套,顶针,回针,套筒,螺丝,弹簧,定位钢珠,开闭器等);
4.3 浇注系统设计基本要点/组成、主流道/分流道的讲解/分布/平衡原则、冷料穴的讲解;
4.4 浇口设计与选择,(侧浇口、潜伏式胶口、针点进胶、大点进胶、热流道等浇注系统设计讲解);
4.5 行位设计与斜顶设计运动原理和设计参数讲解;
4.6 顶出系统设计(顶针/顶块/顶板顶出、二级顶出设计要点)、先复位及其它机构设计;
4.7 冷却系统的设计(分类/原理/要点、直通式、阶梯式、水井式、鸭舌片式,盘旋式水路的介绍);
4.8 常用塑料、钢材的特性及使用;
4.9 常见的典型模具结构(如前模行位、前模斜顶、斜行、反行、行上行、倒装模、二次顶出、包胶、双色等近20种结构);
五、分模基础知识:
主要是了解分模的基本流程,分型面的制作,自动分模与手动分模方法,分模失败处理多种解决方案
UG数控编程专业课程
六、刀路理论知识:
5.1 数控机床及结构特点:数控机床的基本组成及工作原理、加工中心的分类特点、加工中心的主传动及主轴部件,进
给运动及传动机构、回转工作台及分度工作台的使用/维护保养方法、自动换刀系统ATC的使用规则/维护保养方
法、其它辅助装置(气、液系统,润滑系统,冷却系统,排屑和工作整理装置)的使用/维护保养方法;
5.2 数控加工原理、G代码、刀具的认识、切削工艺的认识、常用加工中心数控系统的基本常识;
5.3 拆电极的一般流程、电极放电加工原理;
5.4 掌握简单零件手工编程,加强了解G代码、M代码等,为后续修改程序打好基础。
5.5 UG常用加工方法、切削参数含义和设置、加工工艺流程安排。
5.6 加工钢料时如何选刀和余量设置经验讲解;
5.7 测量工具基础知识:正确选择测量工具的意义、选择测量工具的原则、常用测量工具的介绍:基准台/游标卡尺/千
分尺/R规/塞尺/高度游标卡尺/深度卡尺/内外卡钳/垫块/直角尺/螺纹量规/万能角度尺/水平尺/量块等等。
七、UG软件刀路知识
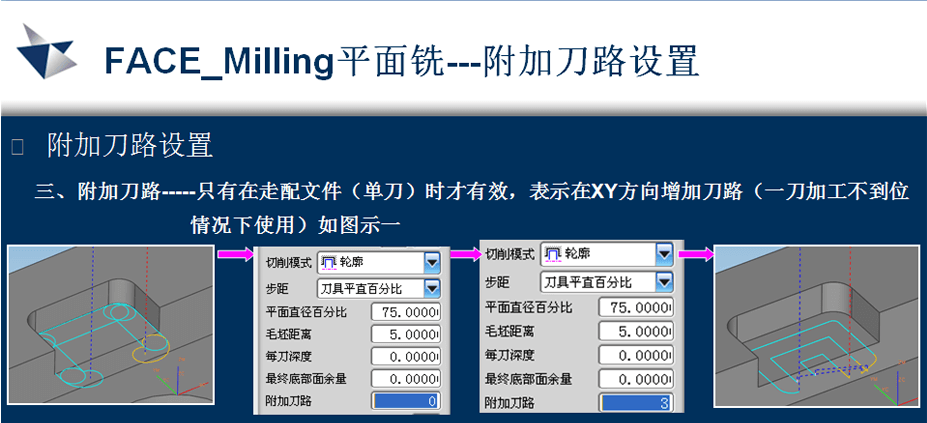
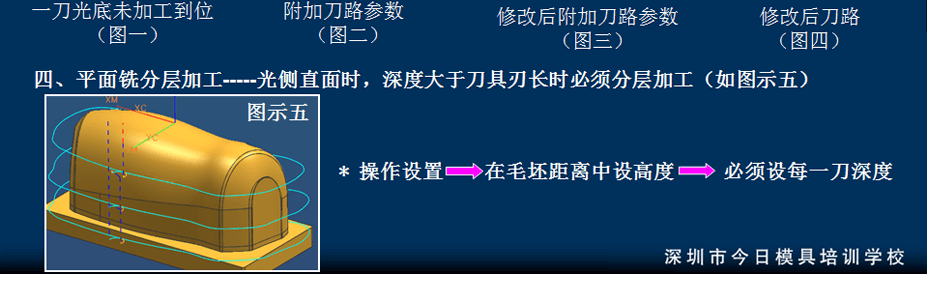
1、2D刀路讲解:(面铣FACE_Milling,线平面铣Planar_Milling)
主要用于:1.平面的精加工2.侧面是直面的精加工3.加工曲面或斜的开粗4.斜度面加工5.沿曲线加工
★主要掌握内容:
1.1 程序、刀具、几何体、安全平面设置.
1.2 加工面的选法多种技巧讲解.
1.3 进刀/退刀设置、螺旋进退刀设置实战应用详细讲解.
1.4 传送方法(安全平面、先前平面、毛坯平面、直接的、直接的带有间隙)实战应用讲解.
1.5 线平面铣2D自动清角,手动清角方法.
1.6 三角函数法加工斜度面与假刀方法.
1.7 线平面与面铣加工的区别.
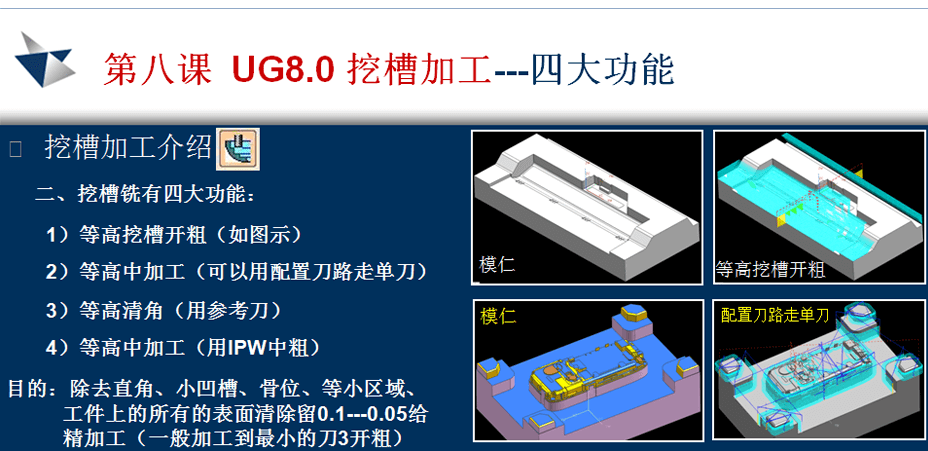
2、3D刀路讲解:(挖槽CAVITY_Mill)
主要用于:曲面复杂的零件的开粗,去除大量的余量,快速加工更接近工件,表面质量不要太高,尽量用大刀开粗
★主要掌握内容:CAVITY_Mill挖槽6大功能
2.1 挖槽开粗 2.2 等高中加工,可以用配置刀路走单刀
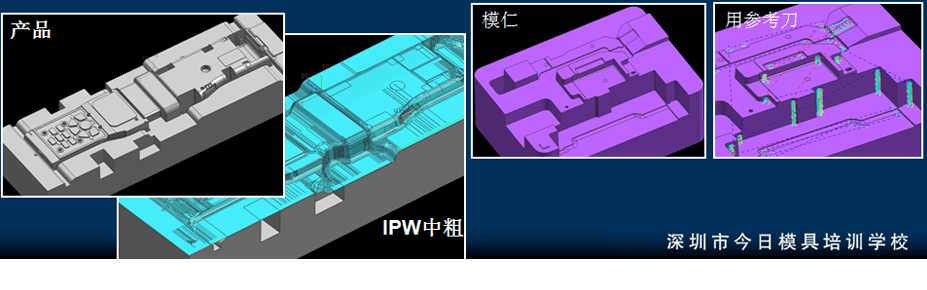
2.3 等高清角(用参考刀) 2.4 二次中加工使用IPW中粗
2.5 二次中加工(使用3D) 2.6 平面加工(不同高度)
3、开粗多种方法与优化刀路技巧、减少提刀及避免踩刀
★主要掌握内容:开粗时去除多余的刀路方法:3.1 修剪由解决 3.2 修减刀路解决 3.3 加大加工部件(单边5MM),毛胚不变
3.4 选择加工的部件,后定切削区域加工的曲面解决 3.5做辅助面挡刀开粗,以上5种方法可以解决多余刀路
二次中粗清角:(参考刀路、使用3D、基于层刀路缺点对比):具体的内容与刀路缺点对比请参考本中心自编教材
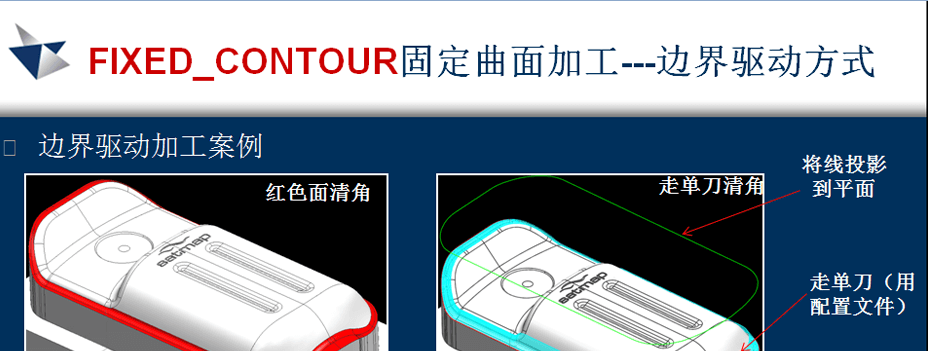
4、固定曲面加工FIXED_CONTOUR讲解:(曲线点驱动方式、螺旋驱动方式、边界驱动方式、区域驱动方式、曲面
区域(流线加工)、径向切削)
★主要掌握内容:
4.1 曲线点驱动方式:加工流道、刻字、刀具的轨迹以线为准,XY方向只能产生一条轨迹。
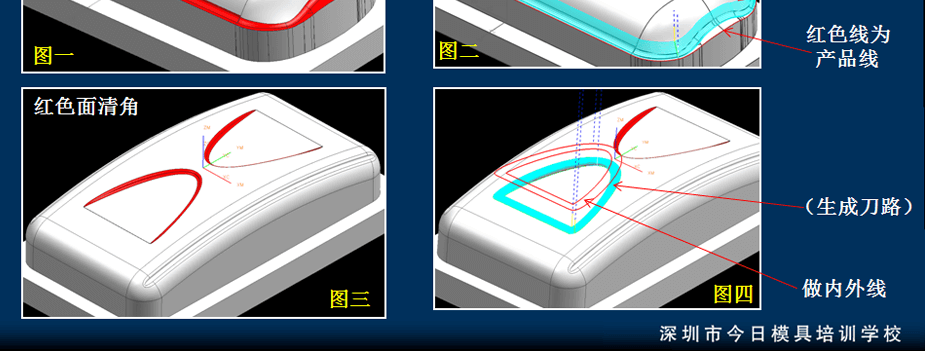
4.2 边界加工主要功能:清角、加工流道、加工局部区域、加工字体、花纹、走单刀清角。
4.3 曲面区域加工:用于复杂异形的产品,刀路会与工件的外形相同,同时可以加工流道不提刀。
4.4 径向切削:刀路是垂直于线产生的刀路投影到工件,用于曲面与曲面之间的尖角加工产生刀路。
4.5 固定曲面加工---安全高度设置 。
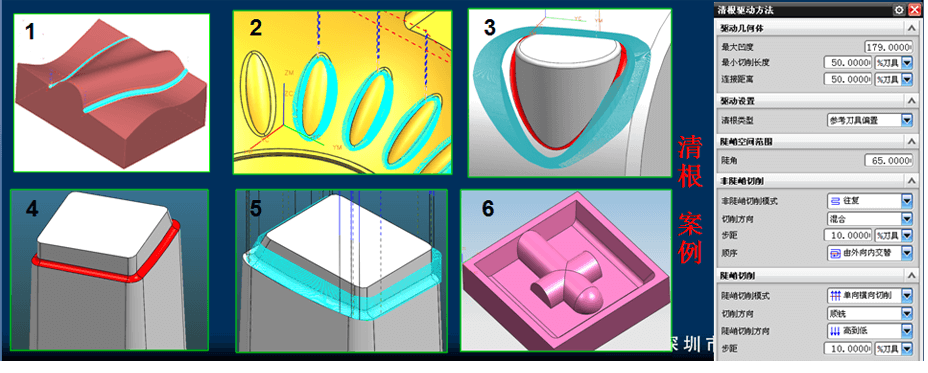
5、Flow Cut清根切削刀路讲解:(单刀路、多个刀路、参考刀清根、手工装配清根与各种经典刀路)
主要掌握内容:快速掌握Flow Cut清根方法与技巧。
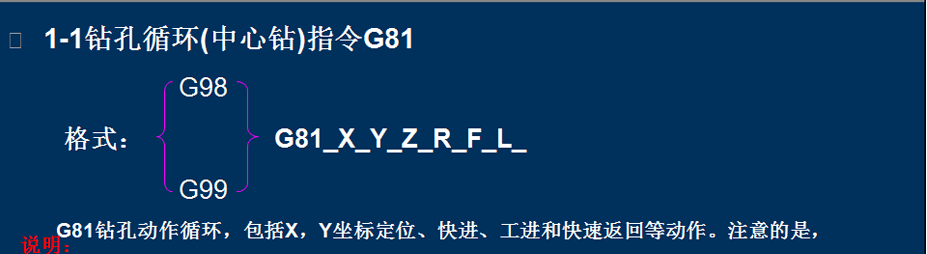
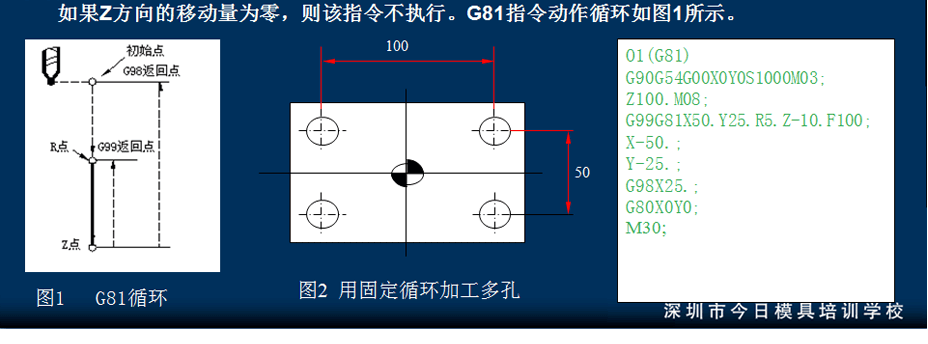
6、钻孔加工、刻字加工、倒角刀路、平移、镜像、旋转刀路讲解
主要掌握内容:在数控加工中常遇到孔的加工,如定位销孔、螺纹底孔、挖槽加工预钻孔等,我们主要学习FANUC系统的G81、G73、G83(连续、断屑、排屑)指令。(深孔加工较为困难,在深孔加工中除合理选择切削用量外,还需解决三个主要问题:排屑、冷却钻头和使加工周期最小化。)G81为连续屑普通钻孔指令,G73和G83两个指令均用于深孔加工G73为高速深孔往复排屑钻指令,G83为深孔往复排屑钻指令。










咨询电话:0755-23217175
乘车线路:M413或M415、650、653、机场5线、M284、M341、656、789到华润万家下车,N23、780、781到沙井国美站
QQ(前台):1812018841(黄老师) 2605665699(肖老师) 5755566(许老师)
2007-2020 版权所有:深圳市今日精英教育软件咨询有限公司 备案号:粤ICP备2023156145号
